
CRUSHERS
FEEDING SYSTEM
SCREENING & WASHING
MOBILE SYSTEM
FIXED LAYOUTS
MOBILE PRIMARY IMPACTOR
MOBILE HARD CRUSHING LINE
MOBILE EXTREME HARD CRUSHING LINE
MOBILE VSI CRUSHER
MOBILE CONE CRUSHER
MOBILE SCREENING LINE
MOBILE SCREENING & WASHING LINE
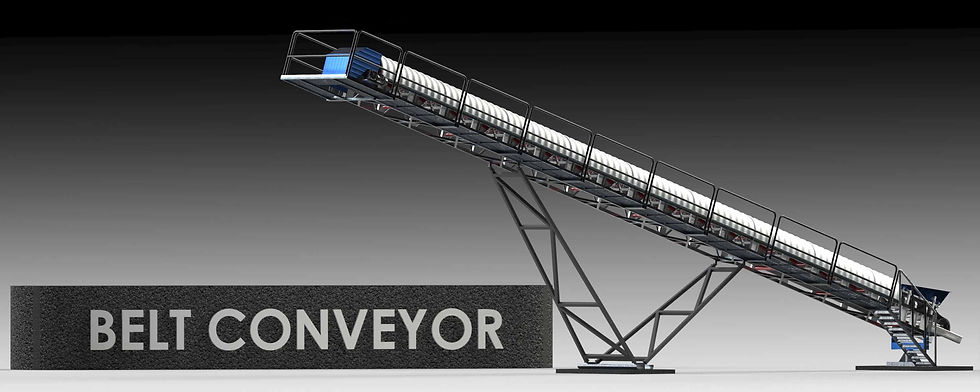
SCB series (BELT CONVEYOR)
A Belt Conveyor is a specialized material handling system designed for transporting crushed stones, aggregates, and other materials within a stone crushing plant or quarry operation. The conveyor is an essential part of the crushing process, providing a continuous and efficient means of moving materials from crushers to screening, washing, or stockpiling areas.
Typically constructed with heavy-duty, abrasion-resistant belts, the belt conveyor is built to withstand the rough and demanding conditions associated with transporting large, heavy, and abrasive materials. The conveyor system features durable pulleys, rollers, and a robust frame that ensures long-term reliability and minimal maintenance.
-- ADVANTAGES --
High Capacity and Efficiency:
-
Designed to handle large volumes of material, facilitating seamless movement throughout the crushing plant.
Durability:
-
Built to endure the harsh conditions of stone crushing environments, with resistant materials and components that can handle heavy and abrasive loads.
Adjustable Speeds:
-
Allows for control over material flow rates, optimizing processing efficiency.
Flexibility:
-
Can be configured for various layouts, including inclined or horizontal transport, to meet the specific needs of a plant.
Reduced Labor Costs:
-
Automates the material handling process, reducing manual labor and increasing overall productivity.